 Moldes de disipador de calor LED de fundición a presión de aluminio, molde de fundición a presión de alumbrado público
Moldes de disipador de calor LED de fundición a presión de aluminio, molde de fundición a presión de alumbrado público
 Molde de herramientas de fundición a presión de aluminio
Molde de herramientas de fundición a presión de aluminio
 Fundición de molde permanente | Servicios de fundición de aluminio
Fundición de molde permanente | Servicios de fundición de aluminio
 Molde de fundición a presión | Servicio de fundición a presión
Molde de fundición a presión | Servicio de fundición a presión
 Herramientas de fundición a presión | Diseño de fundición a presión | Diseño para fabricación
Herramientas de fundición a presión | Diseño de fundición a presión | Diseño para fabricación
 Moldes de fundición permanente para caja de cambios automotriz
Moldes de fundición permanente para caja de cambios automotriz
 Moldes de fundición a presión de aluminio, moldes de fundición de metales
Moldes de fundición a presión de aluminio, moldes de fundición de metales
 Moldeo por fundición a presión para piezas de fundición de zinc y aluminio
Moldeo por fundición a presión para piezas de fundición de zinc y aluminio
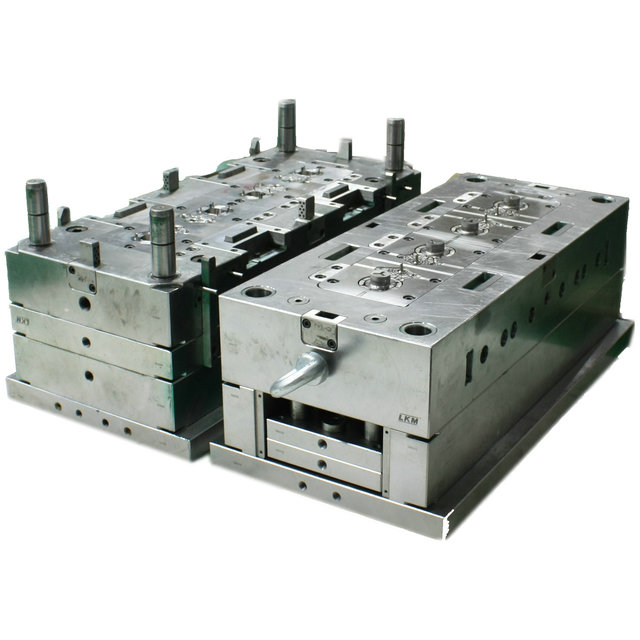
Q1: ¿Qué son las herramientas de fundición a presión de aluminio?
Los troqueles, o moldes de fundición a presión, están hechos de acero aleado para herramientas en al menos dos secciones: la mitad fija del troquel (mitad cubierta) y la mitad del troquel eyector. Cuando la máquina de fundición a presión se cierra, las dos mitades del molde se bloquean y se mantienen juntas mediante la presión hidráulica de la máquina. Durante el proceso de fundición a presión, se inyecta metal fundido a alta velocidad en la cavidad del molde (troquel) para formar una pieza fundida a presión.
Q2: ¿Cuál es la vida útil de la herramienta de fundición a presión de aluminio?
Las herramientas de fundición se mantienen para garantizar una calidad óptima y una vida útil máxima de la herramienta. La vida útil exacta de las herramientas de fundición depende de la geometría y la complejidad de la pieza, las tolerancias requeridas y, lo más importante, el tipo de metal fundido. En general, las herramientas de aluminio pueden durar aproximadamente 100,000 disparos, mientras que las herramientas de magnesio duran entre 200,000 y 300,000 disparos.
La fundición a presión no es un proceso barato. Aunque la mayoría de las empresas lo califican de económico y rápido, su descripción se debe a la optimización eficiente de la fundición a presión. Esto significa que pudieron desarrollar un modelo que se adapta a su proceso y disfrutar de las ventajas del proceso.
Antes de desarrollar la tecnología CAD, el diseño y la producción de moldes eran un proyecto muy costoso debido a las repetidas pruebas y modificaciones. Sin embargo, con la tecnología CAD, es posible utilizar análisis de simulación para ver el flujo real del metal fundido durante la fundición a presión. Por lo tanto, es posible optimizar el diseño y el proceso del molde y reducir los costos.
Sí, la reutilización de moldes antiguos puede reducir el costo del molde fundido a presión. Esto solo es posible cuando el molde antiguo tiene un buen marco. Sin embargo, si es posible, debe evitar usar un molde viejo y desgastado. En su lugar, cuando el molde esté al final de su vida útil, haga una réplica del molde.
La base de herramientas de fundición a presión de aluminio consta de la periferia exterior del molde. Contiene todas las cavidades que se incluyen en el molde. En la base se sujetan las siguientes partes del molde:

La estructura se alterna según el proceso que se sigue y el material que se utiliza. Hay dos tipos de estructuras de base de molde:
La puerta utilizada para el proceso de fundición también determina el tipo de molde utilizado. Mantener la puerta dentro del molde es una tarea importante y debe guardarse en un lugar específico. Si no se coloca con cuidado, el espesor de las paredes se desvía de los requisitos. Una base de molde ayuda a mantener la puerta en su lugar.
Valor del molde de fundición a presión de alta presión
La elección de un material para las herramientas de fundición a presión de aluminio depende de varios factores. Estos incluyen, entre otros:
Cost
La asequibilidad del material es un factor importante a la hora de elegir el material del molde. En el proceso de elección del material del molde se tiene en cuenta la capacidad del material para crear el molde y ofrecer resultados con un mayor retorno de la inversión.
Especificaciones de material
Las especificaciones del material se tienen en cuenta para la fabricación de utillajes. La maleabilidad, ductilidad, resistencia al desgaste y dureza son algunas de estas especificaciones. Los materiales con más de estas propiedades se consideran una opción ideal.
La complejidad del diseño de productos.
Para el molde se tiene en cuenta el producto a diseñar a través del molde. La complejidad del producto puede alterar las decisiones. El producto a crear tiene que ser teóricamente ideal y de ahí la elección del material.
Todos estos y muchos más estándares, como la resistencia a la presión del material fundido y las especificaciones en conjunto, deben tenerse en cuenta al realizar la elección.
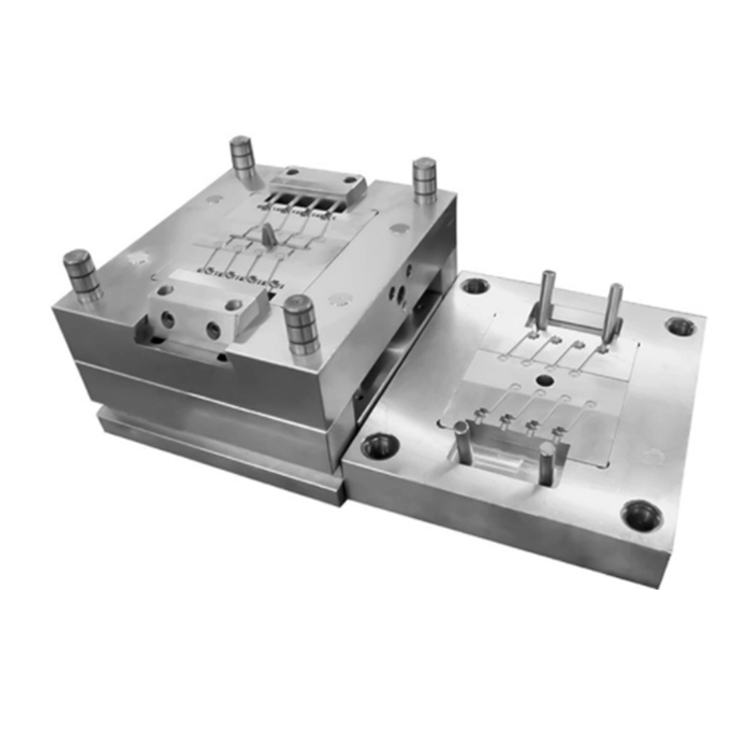
Los componentes de las herramientas de fundición a presión de aluminio son las piezas que hacen que el molde funcione. Estas piezas se ensamblan para crear un molde completo y producir resultados eficientes. Los componentes clave del molde de fundición a presión son:
Bases de molde
La base del molde es una estructura del molde. Contiene todos los componentes que se ensamblan para funcionar. Ayuda a mantener las puertas dentro del molde y producir mejores resultados finales.
Pins
Los pasadores se encuentran dentro del molde que se utiliza para expulsar la pieza fundida del molde.
Eyectores
La parte eyectora del molde se coloca sobre la placa móvil. Después de la formación completa, expulsa la pieza fundida.
Levantadores
Este se mueve en ángulo para permitir que el eyector retire la pieza fundida. El desmolde se facilita con el uso de elevadores.
bujes
Se coloca un casquillo entre el metal fundido y la cavidad para reducir la fricción y facilitar la expulsión de la pieza metálica.

Guías
Las guías se utilizan para guiar las agujas al expulsar el yeso.
Dispositivos de alineación
Estos dispositivos se utilizan para alinear todas las partes del molde. El molde se mantiene consistente con el uso de bloqueos de alineación y otros dispositivos.















