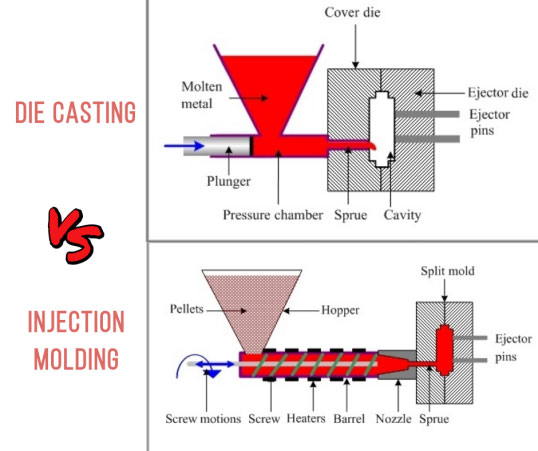
Diferencia entre molde de fundición a presión y molde de plástico
La estructura del molde de fundición a presión y del molde de plástico es en realidad la misma. Debe decirse que si puede hacer moldes de plástico, debería poder hacer moldes de fundición a presión. La principal diferencia entre los dos es que en el manguito de la compuerta de alimentación, el manguito de la compuerta del molde de plástico es un puerto de alimentación cónico delgado y el diámetro del puerto de alimentación es relativamente pequeño; El puerto de alimentación de la matriz de fundición a presión es relativamente grande, la conicidad de la alimentación central y el diámetro del puerto de alimentación es mucho mayor que el de la matriz de plástico. Otro puerto de alimentación es un manguito redondo recto con un diámetro de 30 o 40 mm, que es una estructura no disponible en moldes de plástico. Además, los moldes de plástico y los moldes de fundición a presión están hechos de diferentes aceros; Los moldes de plástico generalmente usan acero 45 #, T8, T10 y otros aceros, mientras que los moldes de fundición a presión usan principalmente acero resistente al calor como 3Cr2W8V.
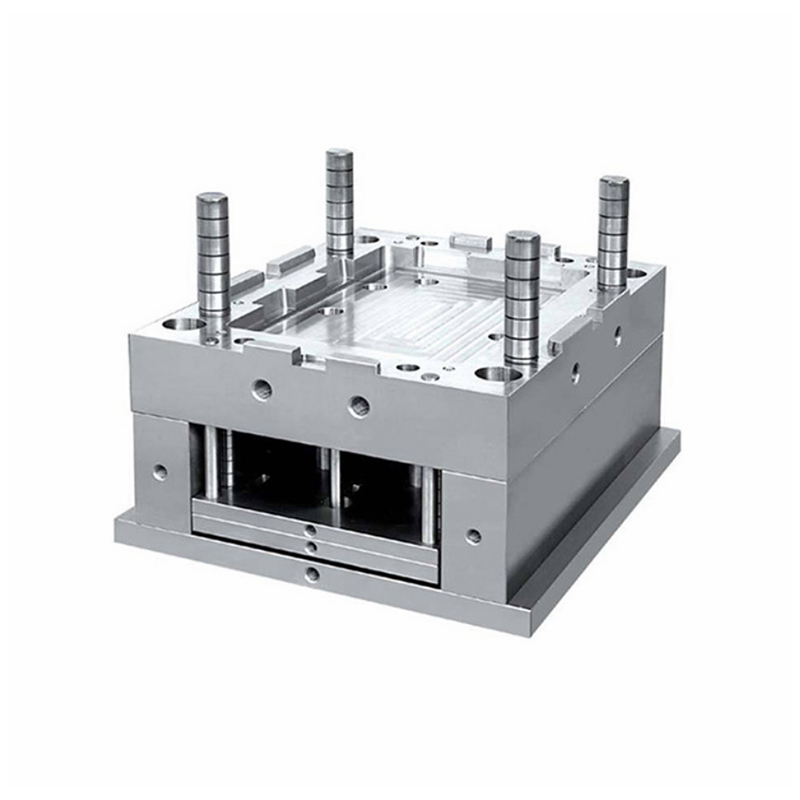
1. La presión de inyección de la matriz de fundición a presión es grande, por lo que se requiere que la plantilla sea relativamente gruesa para evitar deformaciones.
2. La compuerta del molde de fundición a presión es diferente del molde de inyección, por lo que el cono de derivación debe fabricarse para descomponer la alta presión del flujo de material.
3. No es necesario templar el núcleo de la matriz de fundición a presión porque la temperatura en la cavidad de la matriz supera los 700 ° C durante la fundición a presión. Por lo tanto, cada moldeado equivale a enfriar una vez, y la cavidad del molde se volverá más y más dura, mientras que el molde de inyección general debe enfriarse por encima de hrc52.
4. Generalmente, la cavidad de la matriz de fundición a presión debe nitrurarse para evitar que la aleación se adhiera a la cavidad de la matriz.
5. Generalmente, la corrosión de la matriz de fundición a presión es relativamente grande y la superficie exterior generalmente está azulada.
6. En comparación con el molde de inyección, la holgura de ajuste de la pieza de ajuste móvil del molde de fundición a presión (como el deslizador de extracción del núcleo) es mayor, porque la alta temperatura en el proceso de fundición a presión provocará expansión térmica. Si el espacio libre es demasiado pequeño, el molde se atascará.
7. Los requisitos de adaptación de la superficie de partición de la matriz de fundición a presión son más altos, porque la fluidez de la aleación es mucho mejor que la del plástico. Es muy peligroso que el flujo de material a alta temperatura y alta presión salga volando de la superficie de partición.
8. Generalmente, el molde de inyección puede ventilarse mediante un dedal y una superficie de separación. El molde de fundición a presión debe estar provisto de una ranura de escape y una bolsa recolectora de escoria (cabezal recolector de material frío).
9. La moldura es inconsistente, la velocidad de inyección de la matriz de fundición a presión es rápida y la presión de inyección de una sección es alta. Los moldes de plástico generalmente se inyectan en varias secciones para mantener la presión.
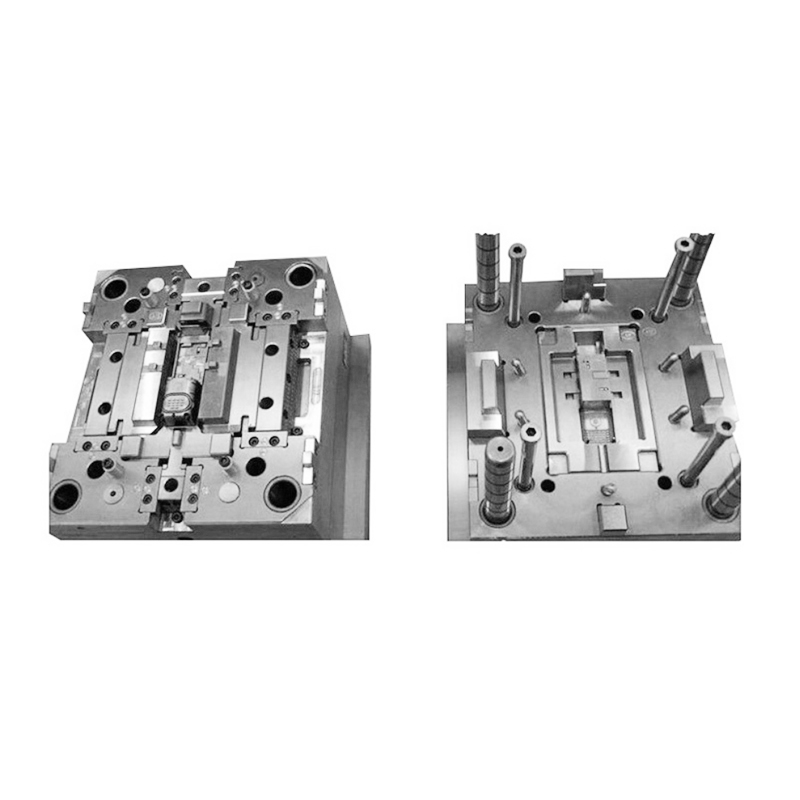
10. El molde de fundición a presión es un molde de dos placas (no he visto moldes de fundición a presión de tres placas por el momento). La estructura del producto de diferentes moldes de plástico es diferente. 3. El troquel de placa es común y los tiempos de apertura y la secuencia se corresponden con la estructura del troquel. Nuestra matriz de fundición a presión generalmente no usa dedal cuadrado, cilindro ni pasador inclinado (alta temperatura y buena fluidez de la solución), que es fácil de atascar, lo que resulta en una producción de matriz inestable. Además, los moldes de plástico y los moldes de fundición a presión están hechos de diferentes aceros; Los moldes de plástico generalmente usan acero 45 #, T8, T10 y otros aceros, mientras que los moldes de fundición a presión usan principalmente acero resistente al calor como 3Cr2W8V.
Ningbo Fuerd fue fundada en 1987, es líder en servicio completo herramientas de fundición a presión, fundición a presión de aluminio, fundición a presión de zinc, Fundición por gravedad fabricante. Somos un proveedor de soluciones que ofrece una amplia gama de capacidades y servicios que incluyen soporte de ingeniería, diseño, moldescomplejo Mecanizado CNC, impregnación, tamborileo, cromo, recubrimiento en polvo, pulido, ensamblaje y otros servicios de acabado. Trabajaremos con usted como socios, no solo como proveedores.