FUERD Casting es un proveedor de soluciones de fundición a presión por gravedad con 35 años de experiencia en China. Ofrecemos características de alta resistencia a la corrosión y alta dureza para todos los productos terminados. Tenemos nuestra fundición bien estructurada con un equipo dedicado y experto que nos hace destacar. Para satisfacer y respaldar sus demandas, nuestros ingenieros y personal dedicados y comprometidos están dispuestos a ayudarlo a satisfacer sus necesidades. Incluso podemos sugerir el mejor método, material y todas las instalaciones de acabado de superficies para obtener el mejor resultado de sus aplicaciones.

Ningbo Fuerd ofrece una amplia gama de componentes de aluminio como colector de admisión, disipador de calor, ruedas, carcasas de engranajes, accesorios de tubería, carcasas de inyección de combustible y piezas de motor automotriz de aleación de aluminio.
 |
 |
 |
 |
|
Embalaje final del colector de admisión |
Molde de fundición del colector de admisión |
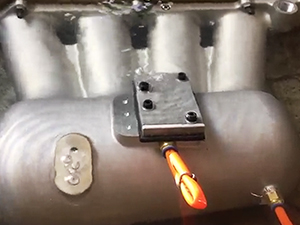
Prueba de presión de aire del colector de admisión |
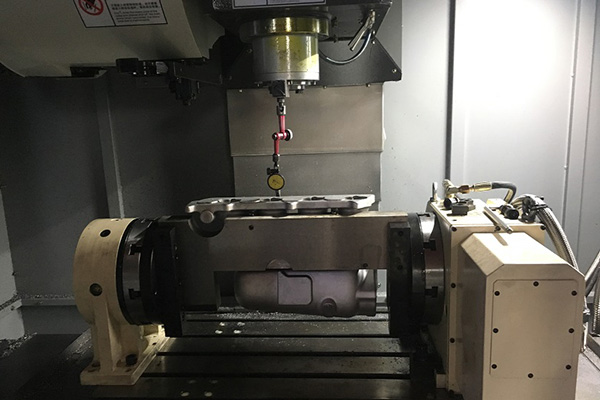
Calificar parte del colector de admisión |
Descripción del proceso:
La fundición en molde permanente también se llama: fundición a presión por gravedad, fundición en arena, fundición a baja presión.
En comparación con la fundición a presión: las piezas de fundición por gravedad tienen buenas propiedades mecánicas. Porque tienen una menor porosidad que las piezas de fundición a presión de aluminio. Además, las propiedades mecánicas de la pieza de fundición de aluminio de molde permanente se pueden mejorar aún más mediante tratamiento térmico.
El procedimiento de fundición a baja presión se utiliza para la producción de colectores de admisión de aluminio.
La fundición por gravedad de aluminio también se puede referir a la fundición por gravedad de aluminio, la fundición por gravedad de molde de metal de aluminio o la fundición de molde permanente de aluminio. Hablamos del mismo tipo de proceso de fundición de aluminio.
La fundición por gravedad de aluminio por lotes se puede operar a mano o con máquinas de fundición por gravedad. Debido al bajo costo de la mano de obra, la mayoría de las fundiciones de fundición por gravedad de China manejan dicho proceso de fundición a mano sin máquinas auxiliares.
 |
 |
 |
 |
|
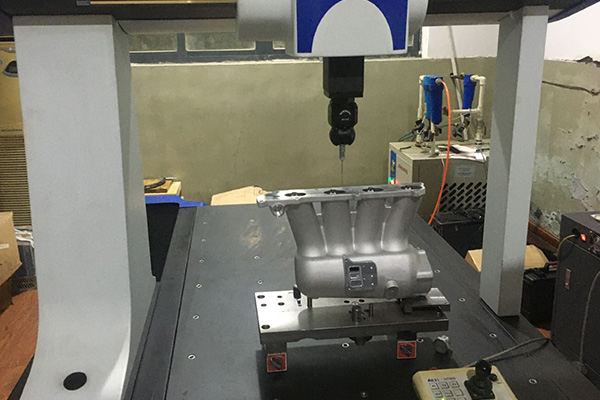
Inspección CMM del colector de admisión |
Fundición con núcleo de arena |
Molde de núcleo de arena del colector de admisión |
Depuración del colector de admisión |
Para nuestros servicios al cliente de la siguiente manera:
1. Obtener un dibujo o una muestra del cliente
Podemos hacer la pieza según el dibujo o la muestra de los clientes. Nuestro software incluye UG / SOLIDWORKS / PROC E / CAD. También podemos rediseñar la pieza si el cliente lo requiere.
2. Fabricación de las herramientas
Enviaremos PPT al cliente mostrando cómo trabajamos en las herramientas. Directamente para mostrar analizar el flujo del molde. El material de las herramientas es acero1045 o H13.
3. Calentar el molde y preparar la aleación de aluminio fundido.
Cuando terminemos el molde, montaremos el molde de fundición por gravedad en la máquina de fundición por gravedad para imprimir las piezas, el aluminio fundido se solidificará muy rápido y no podrá llenar bien la cavidad si el molde no está muy caliente, así que lo haremos calentar el molde antes de la fundición, a menudo alrededor de 300 ℃; Al mismo tiempo, tenemos que fundir la aleación de aluminio y desgasificar con nitrógeno para controlar la porosidad después de la fundición, la temperatura del aluminio también debe estar bajo control.
4. Rociar el revestimiento a la cavidad y verter el aluminio fundido.
El revestimiento puede suavizar la superficie de la cavidad, para obtener una superficie de fundición mucho mejor, mejorar la resistencia al fuego del molde y mejorar la vida útil de las herramientas.
Coloque el núcleo en la cavidad y sople la cavidad con un rociador de aire para garantizar que la cavidad esté limpia, luego coloque la pantalla del filtro en la compuerta y vierta el aluminio fundido en la cavidad.
5. Conseguir parte
Después de que el aluminio se enfríe, abra el molde y saque la pieza.
 |
 |
 |
 |
|
Núcleo de arena de resina del colector de admisión |
Proceso de núcleo de arena de resina |
Fundición a presión de baja presión |
Máquina de fundición por gravedad |
 |
|||
|
Inspección de CMM |
|
|
|
NUESTRO ALUMINIO
SERVICIOS DE FUNDICIÓN POR GRAVEDAD
Factor de liberación del dado: Este factor ayuda a enfriar la superficie del troquel cuando se retira la pieza metálica. Eso hace que la cavidad del troquel esté lista para que se forme el siguiente componente.
Vertido de metales: Después de aplicar los revestimientos, las aleaciones fundidas se vierten en los canales, transportando varias piezas de la cavidad y permitiéndoles llenar los vacíos correctamente. Las herramientas mecánicas se utilizan para verter metales fundidos en un molde o se hacen manualmente con cucharones de acero.
Liberación de piezas: Las piezas creadas se enfrían mediante efectos de disipación de calor. Cuando ya están enfriados, la liberación de la pieza se produce por apertura del troquel mecanizado o por el operador. Después de eso, la fundición se solidifica y elimina el corredor y las compuertas que llenan el metal líquido dentro de la cavidad.

Aluminio: La aleación de aluminio es el material de compensación accesible para la fundición a presión por gravedad. Presenta una excelente estabilidad y rigidez, paredes delgadas y resistencia a la corrosión y un peso más ligero.
Zinc: El material de metal de zinc permite una fundición a presión sin esfuerzo que viene con un alto nivel de resistencia al impacto. Este material también proporciona un menor costo, fácil recubrimiento, excelente ductilidad e impactos bajos.
Magnesio: El magnesio tiene una fuerza extraordinaria debido a su peso y facilidad de corte. Este material metálico tiene características ventajosas, haciéndolos más excelentes para operaciones de maquinado.
Hierro fundido: El hierro fundido es el material preferido en demanda para tuberías y componentes automotrices, como piezas de cilindros y cajas de engranajes. Esta aleación de metal tiene un punto de fusión relativamente bajo, resistencia al desgaste y moldeabilidad como el moldeado en arena y la máquina.
Cobre: Las aleaciones de cobre son conocidas por su alto nivel de dureza, resistencia a la corrosión y excelentes propiedades mecánicas. Esta aleación de metal también tiene alta resistencia al desgaste, estabilidad dimensional y fuertes características casi similares al acero.
Iluminación: Luminarias, carcasas y paneles de control
Electrónica: Electrónica de consumo, equipos de alta fidelidad, herramientas, carcasas, etc.
Médico: Equipos hospitalarios, reductores y material quirúrgico
Piezas de automóviles: Componentes de motores, partes de cilindros, equipos electrónicos y estructurales, cajas de cambios, etc.
Defensa: La industria militar requiere componentes reproducibles para vigilancia, armamento, etc.

Somos profesionales en fundición a presión por gravedad, CNC o procesos de moldeo personalizados y no estándar. Los clientes pueden acceder a la personalización del producto con diferentes materiales post tratamientos según las necesidades funcionales de la fundición. Ofrecemos una amplia gama de soluciones de fundición a presión, como fundición a alta presión, fundición a presión por gravedad, fundición en arena, etc. Manejamos cada proyecto cuidadosamente desde el diseño hasta la entrega. También proporcionamos recubrimiento en polvo, anodizado, pintura y ensamblaje.

Nuestro objetivo es entregar piezas de fundición por gravedad de aluminio con la más alta calidad con un servicio de valor agregado a nuestros clientes. Nuestros componentes de fundición a presión siempre mantienen una gran flexibilidad en la producción y se entregan en el cronograma de envío que garantiza una satisfacción superior del cliente.
Siempre utilizamos tecnología de punta y los mejores materiales para producir piezas de fundición por gravedad de aluminio. Como proveedor de fundición por gravedad de aluminio reputado y confiable, trabajamos con clientes globales.
La fundición a presión por gravedad es un proceso de fundición a presión permanente. Este proceso tiene una velocidad superior a la formación de arena de aluminio. Por lo tanto, ofrece numerosas ventajas, incluida la probabilidad de lograr tamaños de grano finos y una baja porosidad de gas.
Este proceso realmente funciona para la fundición a presión de aleación ligera y metal. FUERD es uno de los primeros procesos desarrollados para esta aplicación.
Además, el proceso se puede automatizar perfectamente. Esto crea fundiciones densas y de alta calidad con aspectos mecánicos superiores como rigidez y resistencia. De esa manera, es muy ideal para aplicaciones motorizadas exigentes.
Si su negocio se concentra en la fundición de piezas metálicas para la automoción, la construcción y otras aplicaciones, los equipos de fundición a presión por gravedad y sus productos terminados de FUERD son perfectos para usted.












