Análisis y Solución de Defectos Superficiales en Fundición a Presión de Aleaciones de Aluminio
Resumen de las principales causas de los defectos superficiales en piezas fundidas a presión de aleaciones fundidas: subfundición, cierres en frío, pelado, burbujas, materiales voladores, inclusiones de escoria, poros, deformaciones, grietas en caliente, fragilidad en caliente, depresiones, grietas de expansión, deformación, membranas mucosas, agujeros de contracción , grietas, fugas, capas intermedias, impurezas, marcas de flujo, burbujas, grietas, etc.
Resumen de las principales causas de defectos superficiales en fundición a presión de aleación fundida:
Análisis de Defectos en Fundición a Presión
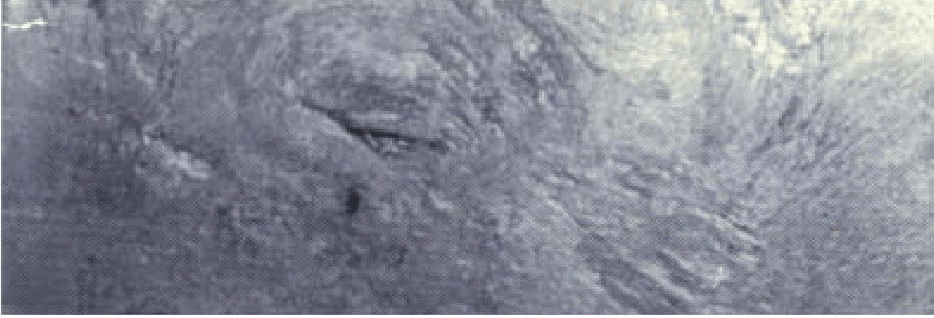
Características principales: El metal se ha enfriado y solidificado antes de llenar la cavidad del molde, o el peso del metal extraído es insuficiente. Posibles motivos: 1. La presión del metal es demasiado baja. 3. La velocidad de la primera etapa es demasiado baja (el metal se enfría demasiado rápido en el cilindro de inyección) 6. El punto de cambio de la primera/segunda etapa es demasiado tarde. 7. El ajuste de desaceleración es incorrecto. 8. La velocidad de la segunda etapa es demasiado baja. 14. El peso de inyección de la cuchara de material está configurado incorrectamente. 15. Está obstruido en el puerto de inyección. 16. Está obstruido en el canal de flujo del horno cuantitativo. 17. La tubería del horno cuantitativo está bloqueada. 24. El ciclo de operación es irregular. 28. El nivel de aceite lubricante del punzón es demasiado bajo/el punzón está atascado. 29. El molde está demasiado frío. 31. Se rocía demasiado el molde. 36. Fuga de vacío. 37. La aspiradora se abre demasiado pronto/tarde. 38. El canal de escape y/o el puerto de desbordamiento no son efectivos. 41. La compuerta interior y la compuerta horizontal son ineficaces Mal diseño del bebedero (partes locales del molde pueden estar demasiado frías). 42. Control térmico de puntos de calefacción y refrigeración. 43. Dificultad para formar la forma geométrica de la fundición. 44. El metal está demasiado caliente/frío. 46. Especificaciones de metal incorrectas.

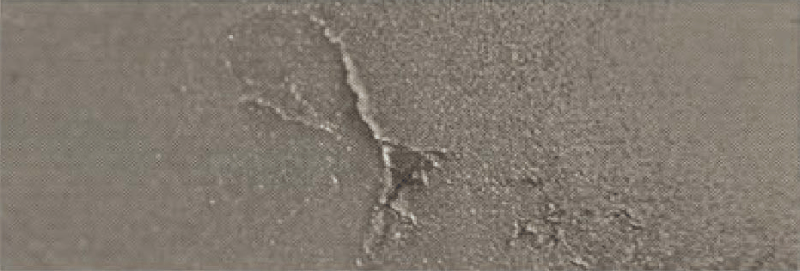
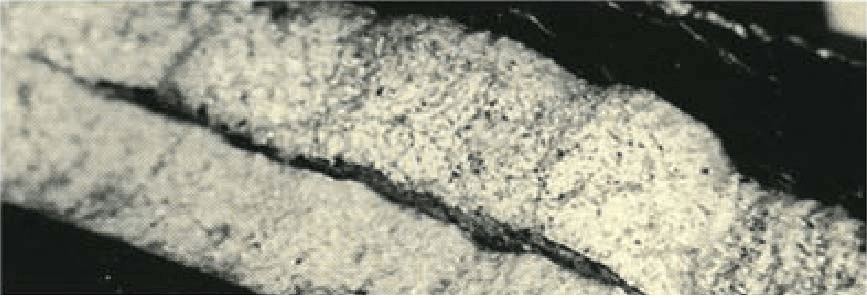
Característica principal: cuando dos hilos de metal fundido se encuentran, la interfaz ya se ha condensado.
Posibles motivos: 1. La presión del metal es demasiado baja. 3. La velocidad de la primera etapa es demasiado baja. 6. El punto de cambio de la primera/segunda etapa es demasiado tarde (3.6: el metal puede perder demasiado calor en el corredor transversal y la cavidad del molde). 7. El ajuste de desaceleración es incorrecto. 8. La velocidad de la segunda etapa es demasiado baja. 14. El ajuste del peso de inyección de la cuchara es incorrecto. 15. El puerto de inyección está bloqueado. 16. El canal de flujo del horno cuantitativo está bloqueado (14.15.16: cuando se usa prellenado, demasiado metal puede causar que el punto de cambio de la primera/segunda etapa sea demasiado tarde, por lo que el metal ya está demasiado frío antes de la segunda etapa). ). 24. El ciclo de funcionamiento no es normal. 28. El aceite de lubricación del punzón es insuficiente/el punzón está atascado. 29. El molde está demasiado frío. 31. Se rocía demasiado el molde. 36. Fuga de vacío. 37. La aspiradora se abre demasiado pronto/tarde. 38. El conducto de escape y/o el puerto de desbordamiento fallan (36.37.38: Puede afectar el modo de llenado) 41. Diseño deficiente de la compuerta interna y la compuerta transversal: 42. Control térmico deficiente de los puntos de calentamiento y enfriamiento. 44. El metal está demasiado caliente/frío. 46. Especificaciones de metal incorrectas.
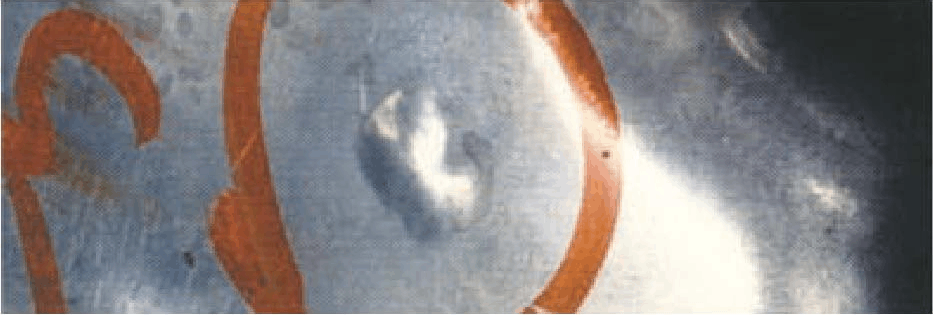
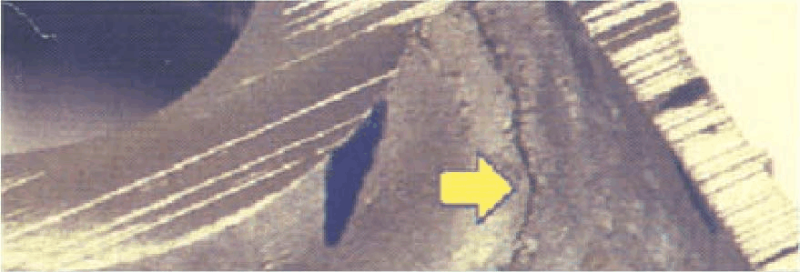
Características principales: El control deficiente del punto final de la inyección o el diseño deficiente de la compuerta y el corredor pueden generar capas de metal o una película de óxido.
Posibles razones: 2. La presión del metal es demasiado alta (durante el llenado del molde, la expansión del molde puede provocar la delaminación de la superficie de la fundición). 3. La velocidad de la primera etapa es demasiado baja. 4. La velocidad de la primera etapa es demasiado alta. 5. El punto de cambio de la primera/segunda etapa es demasiado temprano. 6. El punto de cambio de la primera/segunda etapa es demasiado tarde (se puede formar una capa de oxidación durante el prellenado) 10. Impulsar demasiado pronto. 13. Impulsar demasiado. 14. Ajuste incorrecto del peso de inyección de la pala de material. 15. Obstrucción en el puerto de inyección. 16. Obstrucción en el canal de flujo del horno cuantitativo. 17. Obstrucción de la tubería del horno cuantitativo. 23. Fuerza de bloqueo baja/tonelaje de máquina demasiado pequeño (después de llenar la cavidad, continúe alimentando, lo que hace que el molde se abra debido a la fuerza). 28. Aceite lubricante insuficiente en el punzón/pegado del punzón (llenado discontinuo o irregular de la cavidad). 41. Diseño deficiente de la compuerta interior y la compuerta transversal (un diseño deficiente del corredor puede causar capas durante el proceso de llenado de la cavidad). 47. Hay escoria en el material fundido en el horno.
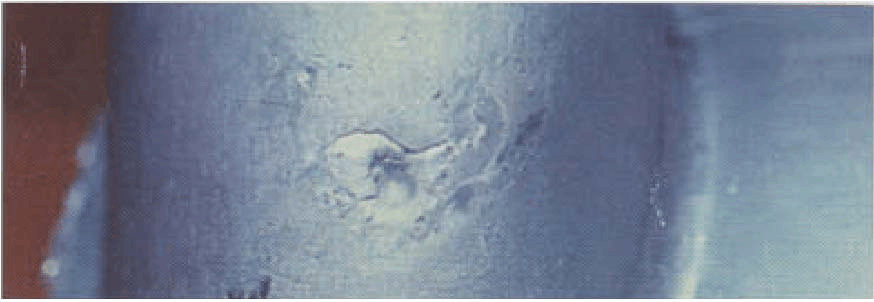
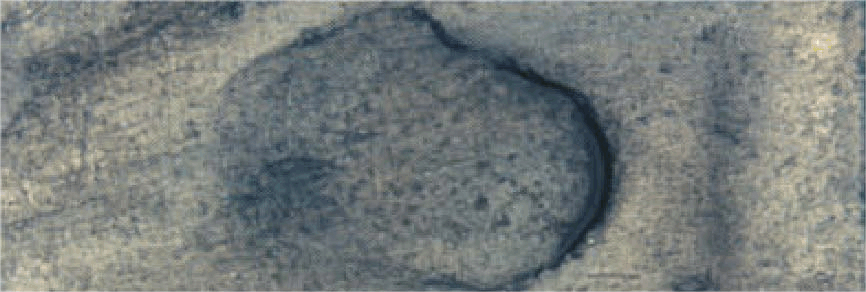
Característica principal: cuando se abre el molde, el gas atrapado dentro de la pieza fundida sobresale hacia la piel débil de la pieza fundida, lo que se debe a la expansión del gas comprimido.
Posibles motivos: 3. La velocidad de la primera etapa es demasiado baja. 4. La velocidad de la primera etapa es demasiado alta (3.4: La velocidad incorrecta de la primera etapa puede provocar que entre aire en el metal). 5. El punto de cambio de la primera/segunda etapa es demasiado temprano. 6. El punto de cambio de la primera/segunda etapa es demasiado tarde. 14. El peso de inyección de la cuchara de material está configurado incorrectamente. 15. Está bloqueado en el puerto de inyección. 16. Está bloqueado en el canal de flujo del horno cuantitativo. 18. El tiempo de solidificación es demasiado largo/corto. 21. El retraso de eyección es demasiado corto. 28. Hay muy poco aceite lubricante en el punzón/el punzón está atascado (el atascamiento del punzón puede causar arrastre de aire o cambio de velocidad durante el llenado de la cavidad durante la primera etapa). 30. El moho también está caliente. 36. Fuga de vacío. 37. Apertura de vacío demasiado temprano/tarde. 38. Falla del puerto de escape y/o desbordamiento. 39. Pulido deficiente de la superficie del molde/cilindro de inyección (el cilindro de inyección dañado puede ser la fuente de entrada de aire). 41. Diseño deficiente de la puerta interior y la puerta transversal. 42. Mal control de la conductividad térmica de los puntos de calefacción y refrigeración. 44. El metal está demasiado caliente/frío.
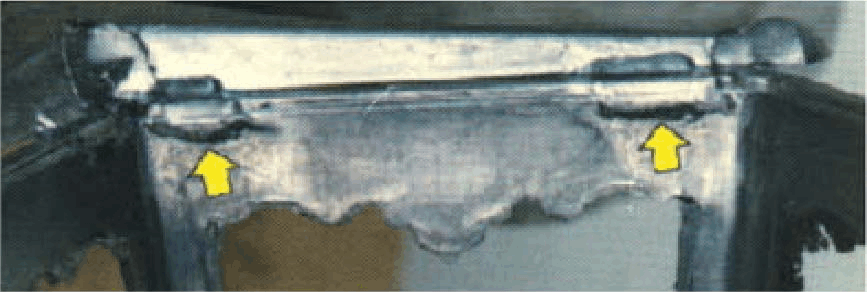
Características principales: cuando se completa el llenado de la cavidad, la presión del metal que actúa sobre el área proyectada de la superficie de fundición es demasiado alta (como se muestra en el manómetro) y la fuerza transmitida a la superficie de partición es mayor que la fuerza de sujeción del máquina. Esta fuerza abre el molde y obliga al metal a salir.
Posibles razones: 2. La presión del metal es demasiado alta (compruebe la ventana de operación de la curva P-Q2 para asegurarse de que su área de presión y proyección no sea demasiado alta). 7. El ajuste de desaceleración es incorrecto. 9. La velocidad de la segunda etapa es demasiado alta (por lo general, los cambios en la velocidad de la segunda etapa afectarán la presión del metal). 10. La presurización es demasiado temprana. 13. La presión es demasiado alta. 19. El mecanismo de bloqueo/pilar guía no es bueno. 23. La fuerza de bloqueo es demasiado baja/el tonelaje de la máquina es demasiado pequeño (lo que puede dañar instantáneamente la varilla de tracción o agrietar repentinamente la placa de asiento del molde). 25. Hay una fuga de agua/tubería de agua en el molde (razones similares hacen que se produzca un flash repentinamente. El agua en la superficie de la cavidad del molde se convierte en vapor de agua, lo que puede causar un flash grave). 31. El molde se rocía demasiado (el agua en la superficie de la cavidad del molde se convierte en vapor de agua, lo que puede provocar una inflamación grave). 35. La superficie del molde está sucia/adherencia de metal. 39. El pulido de la superficie del molde/cilindro de inyección es deficiente (si la estructura del molde y el pulido son deficientes, es posible que el molde no cierre bien). 41. Diseño deficiente de la puerta interior y la puerta transversal. 44. El metal está demasiado caliente/frío (si el metal está muy caliente, el molde es más propenso a resquebrajarse).
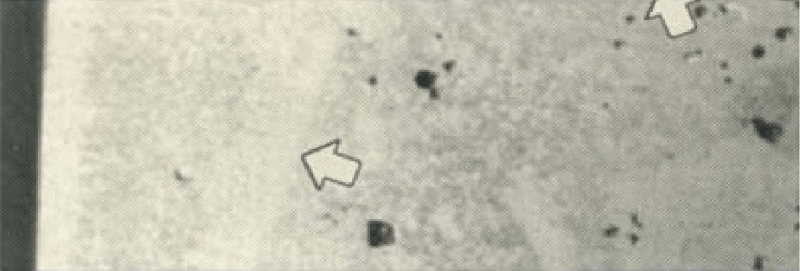
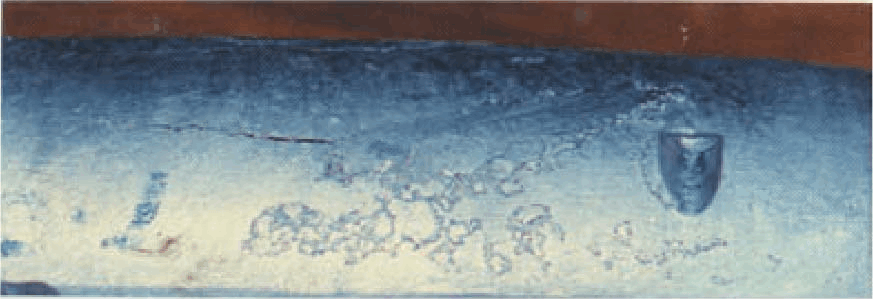
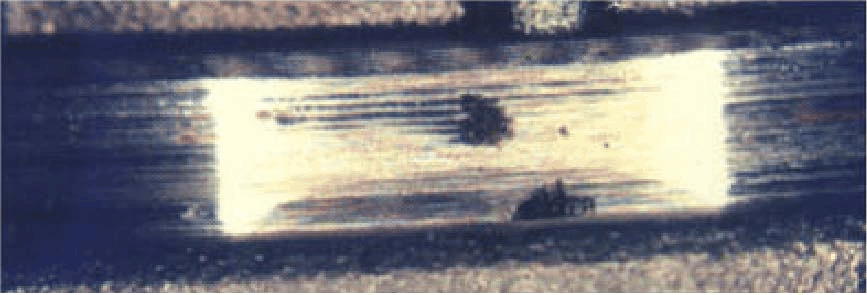
Características principales: El metal se enfría demasiado en el cilindro de inyección, lo que resulta en la inyección de fragmentos de capa enfriados en la cavidad del molde. Las personas a menudo pueden ver estos fragmentos y manchas blancas en la superficie del yeso con los ojos.
Posibles motivos: 3. La velocidad de la primera etapa es demasiado baja (la baja tasa de llenado de metal puede aumentar la generación de fragmentos de la capa de enfriamiento en el cilindro de inyección). 8. La velocidad de la segunda etapa es demasiado baja. 15. Está obstruido en el puerto de inyección. 16. Está obstruido en el canal de flujo del horno cuantitativo (15.16: La causa raíz de los fragmentos de metal). 17. La tubería del horno cuantitativo está bloqueada. 24. El ciclo de operación es anormal. 29. El molde está demasiado frío. 31. Se rocía demasiado el molde. 41. El diseño de la puerta interior y la puerta transversal es pobre. 42. El control de la conductividad térmica de los puntos de calentamiento y enfriamiento es deficiente. 44. El metal está demasiado caliente/frío (demasiado frío). 46. La especificación del metal es incorrecta (la composición del metal puede hacer que parte del metal se solidifique en el cilindro de inyección a altas temperaturas).
Característica principal: Este defecto ocurre cuando se usa demasiado aceite para punzones.
Posibles motivos: 24. Ciclo de funcionamiento irregular (el molde y el cilindro de inyección pueden estar demasiado fríos). 27. Exceso de aceite lubricante para el punzón. 29. El molde está demasiado frío.

Característica principal: este defecto es causado por el aire que se envuelve dentro de la fundición, lo que puede controlarse mediante un punto final de inyección deficiente y un diseño deficiente de la compuerta y el corredor.
Posibles motivos: 3. La velocidad de la primera etapa es demasiado baja. 4. La velocidad de la primera etapa es demasiado alta. 5. El punto de cambio de la primera/segunda etapa es demasiado temprano. 6. El punto de cambio de la primera/segunda etapa es demasiado tarde. 8. La velocidad de la segunda etapa es demasiado baja (el porcentaje de sólidos durante el llenado de la cavidad es demasiado alto y la velocidad de la segunda etapa puede deberse a agujeros de aire). 11. El impulso llega demasiado tarde. 12. El impulso es demasiado bajo (11.12: se puede usar el impulso para reducir algunos agujeros de aire). 14. El ajuste del peso de inyección de la cuchara de material es incorrecto. 15. Está obstruido en el puerto de inyección. 16. Está obstruido en el canal de flujo del horno cuantitativo. 17. La tubería del horno cuantitativo está bloqueada (14.15.16.17: Cambiar el volumen puede afectar la aceleración de la onda y el punto de cambio de primer/segundo nivel). 24. El ciclo de operación es irregular. 28. Hay muy poco aceite lubricante en el punzón/el punzón está atascado. 29. El molde está demasiado frío (24.29: Al llenar la cavidad del molde, si el molde está demasiado frío, el aire puede bloquearse cuando se juntan dos hilos de metal, lo que es similar a un cierre en frío). 31. Se rocía demasiado el molde. 36. Fuga de vacío. 37. La aspiradora se abre demasiado temprano/tarde. 38. Los puertos de escape y/o rebose fallan (36.37.38: La cavidad del molde contiene aire). 41. Mal diseño de la compuerta interior y compuerta transversal (por ejemplo, ubicada en el borde del cilindro de inyección y la varilla superior inferior, que puede provocar la entrada de aire al metal). 43. Dificultad para formar la forma geométrica de las piezas fundidas. 44. El metal está demasiado caliente/frío.
Características principales: La inclinación insuficiente o el lado cóncavo de la superficie de tiro pueden dañar la superficie de la fundición a presión durante la eyección, y cambiar la temperatura durante la eyección puede reducir la tensión. Otra razón es la mala rugosidad de la superficie del molde.
Posibles motivos: 18. El tiempo de solidificación es demasiado largo/corto (el enfriamiento y la contracción de la fundición pueden hacer que la fundición quede atrapada en el molde, por ejemplo, que permanezca en el molde durante mucho tiempo). 19. El mecanismo de bloqueo/pilar guía no es bueno. 20. La fuerza de expulsión es demasiado alta. 21. El retraso de eyección es demasiado corto. 22. El retraso de expulsión es demasiado largo. 30. El molde está demasiado caliente (cuando se expulsa el metal, será demasiado suave y también puede ocurrir que se pegue al molde). 32. Pulverización insuficiente del molde. 33. Tipo de pulverización de molde incorrecto. 34. Baja concentración de desmoldeante. 35. Adhesión sucia/metal en la superficie del molde (la adhesión del metal es una señal de que el área del molde está demasiado caliente, lo que puede causar otros problemas, como tirones y adherencias). 39. Mal pulido de la superficie del molde/cilindro de inyección. 40. Pendiente insuficiente o cóncavo lateral de la superficie de dibujo. 41. Diseño deficiente de la compuerta interior y la compuerta transversal (la cavitación y la erosión pueden causar daños rápidos al acero del molde y también pueden causar tirones). 42. Control deficiente de la conductividad térmica de los puntos de calentamiento y enfriamiento (el lado opuesto de la compuerta interna puede ser una fuente de nodo caliente). 43. Dificultad para formar la forma geométrica de la fundición. 44. El metal está demasiado caliente/frío.

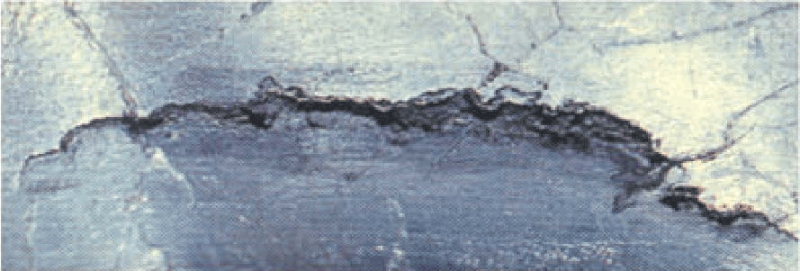
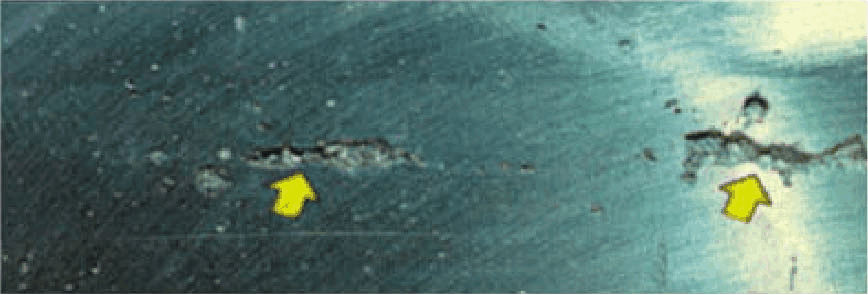
Característica principal: la razón de este defecto es que las grietas de solidificación ocurren en el lugar donde la resistencia a la tracción del metal es peor durante la contracción de solidificación, que se puede ver desde la superficie del metal (no la fragilidad térmica).
Posibles motivos: 1. La presión del metal es demasiado baja. 7. El ajuste de desaceleración es incorrecto. 8. La velocidad de la segunda etapa es demasiado baja. 9. La velocidad de la segunda etapa es demasiado alta. 11. La presurización llega demasiado tarde. 12. La presión es demasiado baja. 14. El peso de inyección de la cuchara de material está configurado incorrectamente. 15. Está bloqueado en el puerto de inyección. 16. Está bloqueado en el canal de flujo del horno cuantitativo. 17. La tubería del horno cuantitativo está bloqueada (15.16.17: cuando se usa prellenado, el punto de cambio de la primera/segunda etapa cambiará, lo que puede causar cambios en el extremo frontal del relleno en diferentes partes del molde) . 24. Ciclo de funcionamiento irregular (lo que puede provocar una temperatura del molde inestable). 28. Aceite lubricante insuficiente para el punzón/pegado del punzón. 30. El molde está demasiado caliente. 32. Pulverización insuficiente del molde. 41. Mal diseño de la puerta interior y la puerta transversal. 42. Mal control de conducción de calor de los puntos de calefacción y refrigeración. 43. Dificultad para formar la forma geométrica de la fundición. 44. El metal está demasiado caliente/frío. 45. El metal está contaminado o sucio. 46. Las especificaciones del metal son incorrectas. 47. Hay escoria en el material fundido en el horno.
Característica principal: la composición de la aleación permanece por debajo de la zona de alta temperatura después de la solidificación, lo que hace que el metal sea demasiado débil. Cuando la fundición se enfría (y se contrae), esto puede provocar grietas en las áreas de alta tensión. Atención: este defecto ocurre simultáneamente con el agrietamiento térmico.
Posibles motivos: 18. El tiempo de solidificación es demasiado largo/corto. 20. La fuerza de expulsión es demasiado alta. 21. El retraso de eyección es demasiado corto. 22. El retraso de eyección es demasiado largo (18.20.21.22: Ajustar estos parámetros puede resolver el problema, pero no tocó la causa raíz). 30. El molde está demasiado caliente. 32. La pulverización del molde no es suficiente. 40. El ángulo de tiro es insuficiente o el lado cóncavo (dañado durante la eyección). 42. Mal control térmico de los puntos de calefacción y refrigeración. 44. El metal está demasiado caliente/frío (puede causar sobrecalentamiento en ciertas partes del molde y sobrecalentamiento en ciertas áreas de la fundición). 45. Contaminación o suciedad por metales. 46. Especificaciones metálicas incorrectas (45.46: el exceso de Fe, Cu y Zn puede causar fragilidad térmica).
Características principales: La depresión es causada por agujeros de contracción cerca de la superficie de la fundición, que colapsan hacia el agujero de contracción durante la solidificación. Las abolladuras, como los agujeros de contracción, son causadas por un mal control de la temperatura del molde, ya que el sobrecalentamiento local puede formar depresiones.
Razones principales: 1. La presión del metal es demasiado baja. 7. El ajuste de desaceleración es incorrecto. 8. La velocidad de la segunda etapa es demasiado baja. 9. La velocidad de la segunda etapa es demasiado alta. 11. La presurización llega demasiado tarde. 12. La presurización es demasiado baja (11.12: No se puede reponer. A veces no se puede reponer debido a la posición de la puerta interior). 14. El peso de inyección de la cuchara de material está configurado incorrectamente. 15. Está bloqueado en el puerto de inyección. 16. Está bloqueado en el canal de flujo del horno cuantitativo. 17. La tubería del horno cuantitativo está bloqueada. 24. El ciclo de operación es irregular. 26. El dispositivo de calentamiento/enfriamiento pierde aceite (Además, la fuga del cilindro de aceite de inserción del núcleo también puede causar aceite en la superficie de la cavidad del molde, causando abolladuras. 30. El molde está demasiado caliente. 32. El rociado del molde no es 41. El diseño de la compuerta interior y la compuerta transversal es deficiente 42. El control de conductividad térmica de los puntos de calentamiento y enfriamiento es deficiente 43. La forma geométrica de la fundición es difícil de moldear 44. El metal es demasiado caliente/frío 45. El metal está contaminado o sucio 46. La especificación del metal es incorrecta 47. Hay escoria en el material fundido en el horno.
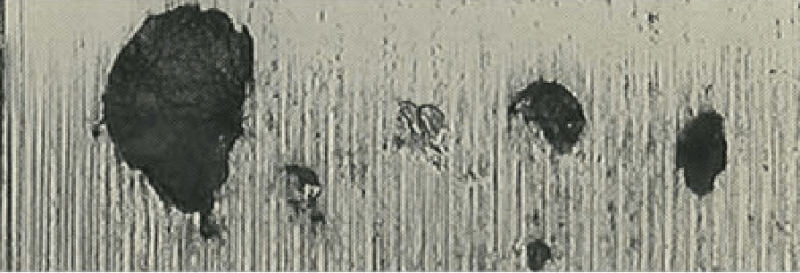
Características principales: hay poros en la fundición, que se expulsan antes de que finalice la solidificación, y el gas atrapado se expande hacia afuera a lo largo de las partes inestables para romper el metal.
Razones principales: 3. La velocidad de la primera etapa es demasiado baja. 4. La velocidad de la primera etapa es demasiado alta. 5. El punto de cambio de la primera/segunda etapa es demasiado temprano (3.4.5: La causa raíz de la entrada de aire). 14. El peso de inyección de la cuchara de material está configurado incorrectamente. 15. Está bloqueado en el puerto de inyección. 16. Está bloqueado en el canal de flujo del horno cuantitativo (14.15.16: la torta de material es demasiado gruesa y puede expandirse y agrietarse). 17. Bloqueo de tubería en el horno cuantitativo. 18. Tiempo de fraguado demasiado largo/corto. 21. Retardo de eyección demasiado corto. 25. Fuga de agua del molde/tubería de agua. 26. Fugas en el dispositivo de calentamiento/enfriamiento del molde. 27. Exceso de aceite lubricante en el punzón (25.26.27: La causa raíz del atrapamiento de gas). 30. El moho está demasiado caliente. 32. Pulverización insuficiente del molde. 36. Fuga de vacío. 37. Apertura de la aspiradora demasiado pronto/demasiado tarde. 38. Falla del puerto de escape y/o desbordamiento. 41. Mal diseño de portones interiores y transversales. 42. Mal control de conducción de calor de los puntos de calefacción y refrigeración. 43. Dificultad para formar la forma geométrica de las piezas fundidas (a menudo ocurre en el espesor de la pared). 44. Metal demasiado frío/caliente
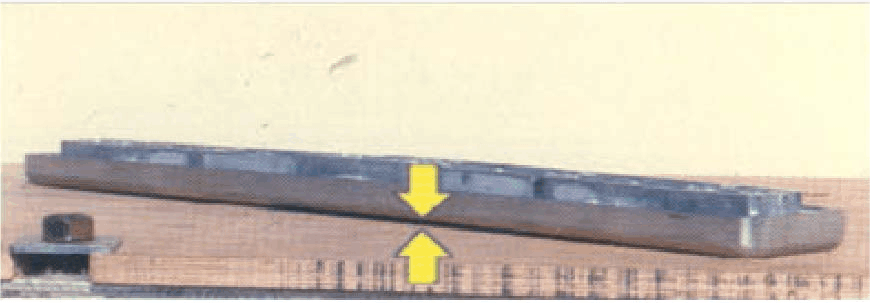
Características principales: Después de expulsar la fundición, se produce una deformación durante el enfriamiento a temperatura ambiente. La causa principal es la forma geométrica o la composición de la aleación de cierta parte de la fundición. La reducción de la temperatura durante la eyección puede minimizar la deformación. La temperatura desigual del molde es una de las principales razones de este defecto.
Razones principales: 18. El tiempo de solidificación es demasiado largo/corto. 21. El retraso de eyección es demasiado corto. 22. El retraso de expulsión es demasiado largo. 24. El ciclo de funcionamiento no es normal (mal control de temperatura). 30. El molde está demasiado caliente. 32. La pulverización del molde no es suficiente. 33. El tipo de pulverización del molde es incorrecto. 34. La concentración del desmoldeante es demasiado baja. 40. La pendiente de la superficie de calado es insuficiente o cóncava. 41. El diseño de la puerta interior y la puerta transversal es pobre. 42. El control de la conductividad térmica de los puntos de calentamiento y enfriamiento es deficiente (un modo de llenado deficiente puede causar una concentración de la carga de calor en ciertas áreas del molde). 43. La forma geométrica de la fundición es difícil de moldear. 44. El metal está demasiado caliente/frío. 46. La especificación del metal es incorrecta.
Características principales: Impacto químico y fuerza de unión de la aleación de aluminio sobre el acero del molde, lo que puede provocar que la fundición se rompa durante la expulsión. Cambiar la composición de la aleación y reducir la temperatura del metal o del molde puede reducir la adhesión del molde.
Razones principales: 2. La presión del metal es demasiado alta. 5. El punto de cambio de la primera/segunda etapa es demasiado temprano (el llenado previo a veces puede ayudar a reducir la adherencia del molde en ciertas áreas). 9. La velocidad de la segunda etapa es demasiado alta (en algunos ejemplos, cambiar la velocidad del metal puede aumentar la transferencia de calor al área problemática). 15. Está bloqueado en el puerto de inyección. 16. Está bloqueado en el canal de flujo del horno cuantitativo. 17. La tubería del horno cuantitativo está bloqueada (15.16.17: Los cambios en el volumen pueden cambiar el punto de cambio real del primer/segundo nivel. Esto puede cambiar el estado de distribución de calor del molde). 30. El molde está demasiado caliente. 32. La pulverización del molde no es suficiente. 33. El tipo de pulverización del molde es incorrecto. 34. La concentración del desmoldeante es demasiado baja. 39. El pulido de la superficie del molde/cilindro de inyección es deficiente (es posible que sea necesario pulir el molde). 41. El diseño de la puerta interior y la puerta transversal es pobre. 42. El control de la conductividad térmica de los puntos de calentamiento y enfriamiento es deficiente. 44. El metal está demasiado caliente/frío. 46. La especificación del metal es incorrecta. Cuando el Fe está por debajo del estándar de 0.6-0.7 %, puede provocar que el molde se adhiera.

Característica principal: este defecto es causado por la disminución del volumen de metal durante la solidificación y la falta de más metal para complementar antes de la solidificación. El sobrecalentamiento local puede causar que las cavidades de contracción se concentren en áreas específicas, consulte "depresiones".
Razones principales: 1. La presión del metal es demasiado baja. 7. El ajuste de desaceleración es incorrecto. 8. La velocidad de la segunda etapa es demasiado baja. 9. La velocidad de la segunda etapa es demasiado alta. 11. La presurización llega demasiado tarde. 12. La presurización es demasiado baja. 14. El peso de inyección de la cuchara de material está configurado incorrectamente. 15. Está bloqueado en el puerto de inyección. 16. Está bloqueado en el canal de flujo del horno cuantitativo. 17. La tubería del horno cuantitativo está bloqueada (14.15.16.17: Al presurizar, puede ocurrir una contracción cuando la torta de material es demasiado delgada). 24. Ciclo de operación anormal. 28. Aceite lubricante insuficiente para el punzón/pegado del punzón. 30. Molde demasiado caliente. 32. Pulverización insuficiente del molde. 41. Diseño deficiente de la puerta interior y la puerta transversal (mejorar el diseño de la puerta interior y la puerta transversal puede mejorar el relleno de ciertas áreas). 42. Mal control térmico de los puntos de calefacción y refrigeración. 43. Dificultad para formar la forma geométrica de la fundición. 44. Metal demasiado caliente/frío. 45. Contaminación por metales o suciedad (la contracción está relacionada con óxidos y escorias) . 46. Especificaciones de metal incorrectas. 47. Hay escoria en el material fundido en el horno.
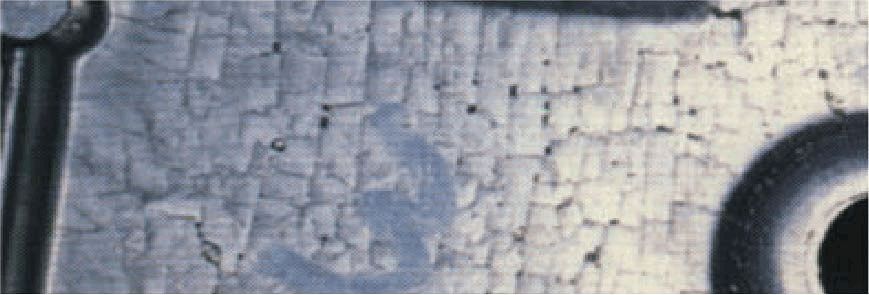
Características principales: Este defecto es causado por la continua expansión térmica de la superficie de acero del troquel durante el uso. El frío excesivo del troquel y la fatiga del troquel acelerarán este resultado.
Razones principales: 2. La presión del metal es demasiado alta. 7. El ajuste de desaceleración es incorrecto. 13. El aumento de presión es demasiado alto. 24. El ciclo de operación no es normal (el molde está demasiado frío). 29. El molde está demasiado frío. 30. El molde está demasiado caliente. 31. Se rocía demasiado el molde. 41. El diseño de la puerta interior y la puerta transversal es pobre. 42. El control de la conductividad térmica de los puntos de calentamiento y enfriamiento es deficiente. 43. La forma geométrica de la fundición es difícil de moldear. 44. El metal está demasiado caliente/frío
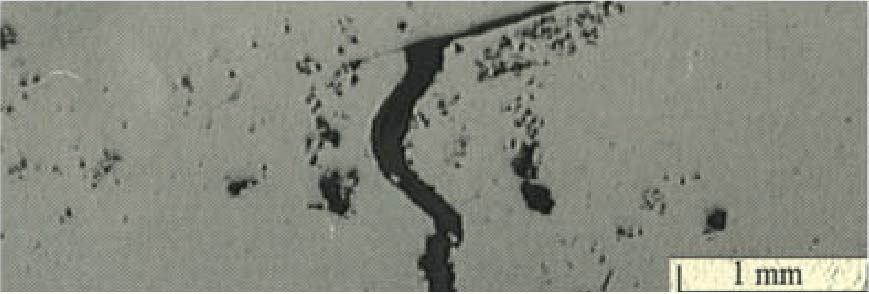
Características principales: El motivo de la fuga de fundición es que hay superposiciones o conexiones de óxido, o múltiples orificios conectados para formar una ruta que puede tener fugas. La inspección cuidadosa del área de fuga puede revelar muchas razones para la fuga.
Razones principales: 1. La presión del metal es demasiado baja. 3. La velocidad de la primera etapa es demasiado baja. 4. La velocidad de la primera etapa es demasiado alta. 5. El punto de cambio de la primera/segunda etapa es demasiado temprano. 6. El punto de cambio de la primera/segunda etapa es demasiado tarde (durante el período de prellenado, el metal solidificado en la compuerta transversal, la compuerta interna y la cavidad pueden interrumpir el modo de llenado, y los fragmentos de la capa de enfriamiento generados también pueden causar fugas). 7. El ajuste de desaceleración es incorrecto. 8. La velocidad de la segunda etapa es demasiado baja. 11. La presurización llega demasiado tarde. 12. La presurización es demasiado baja (La presión del acumulador de energía de la máquina puede ser baja o el circuito de refuerzo puede no funcionar de manera efectiva). 14. El ajuste del peso de inyección de la cuchara de material es incorrecto. 15. Está obstruido en el puerto de inyección. 16. Está obstruido en el canal de flujo del horno cuantitativo. 17. La tubería del horno cuantitativo está bloqueada (14.15.16.17: La desviación del primer/segundo punto de cambio del metal en el corredor transversal y la cavidad del molde puede ser causada por la envoltura de aire antes de que se llene el cilindro de inyección). 25. Hay fugas de agua/tubería de agua en el molde. 26. El dispositivo de aceite de calefacción/refrigeración del molde tiene fugas. 27. Hay demasiado aceite lubricante en el punzón. 28. El aceite lubricante en el punzón es insuficiente/el punzón se atasca. 29. El molde está demasiado frío. 30. El molde está demasiado caliente. 31. El moho se rocía demasiado (25.26.27.28.30.31: La raíz de la porosidad). 36. Fuga de vacío. 37. Apertura de la aspiradora demasiado pronto/demasiado tarde. 38. Falla del puerto de escape y/o desbordamiento. 39. Mal pulido de la superficie del molde/cilindro de inyección. 41. Mal diseño de la puerta interior y la puerta transversal. 42. Control deficiente de la conductividad térmica de los puntos de calentamiento y enfriamiento. 43. Dificultad para formar la forma geométrica de la fundición. 44. Metal demasiado caliente/frío. 45. Metal contaminado o sucio. 46. Especificaciones de metal incorrectas. 47. Escoria en el material fundido en el horno (45.46.47: Cambiar la composición o especificaciones del metal puede mejorar su sellado a presión).
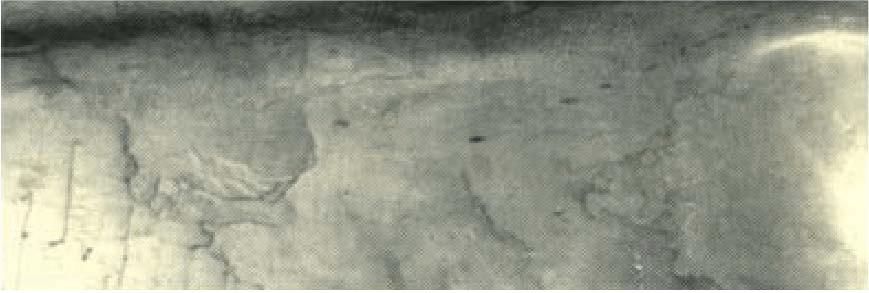
Características principales: La película de óxido y la escoria en la cavidad del molde, o las partículas en el líquido metálico, o el exceso de agente desmoldante pueden causar la decoloración de la superficie. De manera similar, puede ser causado por un subenfriamiento local del molde, lo que da como resultado puntos negros o manchas en la superficie de la fundición.
Razones principales: 6. El punto de cambio de la primera/segunda etapa es demasiado tarde (si se usa prellenado, el metal puede estar demasiado frío y causar manchas de color o contracción en la superficie de fundición). 25. Hay fugas de agua/tubería de agua en el molde. 26. Hay una fuga en el dispositivo de aceite de calentamiento/enfriamiento del molde. 27. Hay demasiado aceite lubricante en el punzón. 29. El molde está demasiado frío. 31. El molde se rocía demasiado (la superficie del molde está demasiado fría o hay demasiado agente de liberación). 33. Tipo de pulverización de molde incorrecto. 35. Adhesión de metal/superficie del molde sucia. 42. Mal control de la conducción de calor en los puntos de calefacción y refrigeración. 44. Metal demasiado caliente/frío (algunas fases líquidas del metal pueden solidificarse primero en la superficie durante el llenado de la cavidad del molde). 45. Metal contaminado o sucio. 46. Especificación de metal incorrecta. 47. Hay escoria en el material fundido en el horno.
Características principales: Durante el llenado de la cavidad del molde, se genera una capa intermedia de metal (fragmentos de la capa de enfriamiento) en la puerta. Cuando se retira la puerta de la fundición, la sección transversal de la puerta mostrará capas intermedias desiguales evidentes.
Razones principales: 6. El punto de cambio de la primera/segunda etapa es demasiado tarde (la baja tasa de llenado de metal puede aumentar la generación de fragmentos de la capa de enfriamiento en el cilindro de inyección). 29. El molde está demasiado frío. 31. El molde se rocía demasiado (durante el llenado de la cavidad, si la puerta interior no está completamente solidificada, aparecerán fragmentos de la capa de enfriamiento). 41. Diseño deficiente de la puerta interior y la puerta transversal. 43. Dificultad para formar la forma geométrica de la fundición. 44. Metal demasiado caliente/frío. 45. Metal contaminado o sucio. 46. Especificación de metal incorrecta. 47. Hay escoria en el material fundido en el horno.
Características principales: Las principales causas de tales defectos son la suciedad o contaminación del metal, así como procesos de fusión deficientes.
Razones principales: 15. Obstrucción en el puerto de inyección. 16. Obstrucción en el canal de flujo del horno cuantitativo. 17. Obstrucción de la tubería del horno cuantitativo (15.16.17: el metal solidificado en estas áreas será empujado hacia el cilindro de inyección y luego fundido a presión). 35. Adhesión de suciedad/metal en la superficie del molde. 44. Metal demasiado caliente/frío. 45. Metal contaminado o sucio. 46. Especificación de metal incorrecta. 47. Hay escoria en el material fundido en el horno.
Característica principal: cuando se expulsa la pieza fundida, la presión ejercida por el pasador eyector sobre la superficie de la pieza fundida es demasiado alta.
Razones principales: 18. El tiempo de solidificación es demasiado largo/corto. 20. La fuerza de expulsión es demasiado alta (pegarse al molde también puede causar daños en la parte superior, ver pegarse al molde). 21. El retraso de eyección es demasiado corto. 22. El retraso de expulsión es demasiado largo. 24. El ciclo de operación no es normal. 29. El molde está demasiado frío. 30. El molde está demasiado caliente. 32. La pulverización del molde no es suficiente. 33. El tipo de pulverización del molde es incorrecto. 34. La concentración del desmoldeante es demasiado baja. 39. El pulido de la superficie del molde/cilindro de inyección es deficiente. 40. La pendiente de la superficie de tiro es insuficiente o el lado es cóncavo (la diferencia de posición de la varilla expulsora puede causar daños en la parte superior). 42. Mal control térmico de los puntos de calefacción y refrigeración. 43. Dificultad para formar la forma geométrica de las piezas fundidas. 44. Metal demasiado caliente/frío. 46. Especificaciones de metal incorrectas
Características principales: El metal fundido lava directamente la superficie del acero del molde, provocando erosión. La turbulencia crea un vacío en el área de baja presión del flujo de metal, lo que puede alterar la superficie del molde y causar corrosión por cavitación.
Razones principales: 8. La velocidad de la segunda etapa es demasiado baja (el flujo de metal no se atomiza). 9. La velocidad de la segunda etapa es demasiado alta (el flujo de metal vuelve a convertirse en un flujo de partículas solidificadas). 29. El molde está demasiado frío. 31. El molde se rocía demasiado (29.31: El metal condensado en las compuertas transversales e internas cambia el área de superficie efectiva de las compuertas transversales e internas). 39. Mal pulido de la superficie del molde/cilindro de inyección. 41. Mal diseño de la puerta interior y la puerta transversal. 42. Mal control térmico de los puntos de calefacción y refrigeración. 44. Metal demasiado caliente/frío. 45. Metal contaminado o sucio
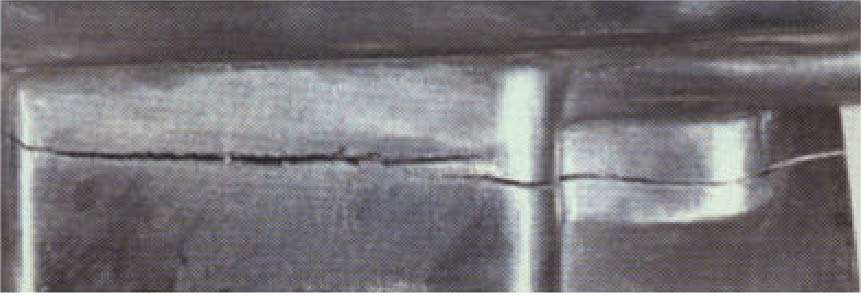
Principales características: Daños en la fundición por acción mecánica durante la apertura o expulsión del molde, que es la causa de las fisuras de la fundición. Y las grietas en caliente y las grietas superficiales pertenecen al tipo de contracción, y además de tales grietas, la fragilización térmica también se encuentra fuera de dichas grietas.
Razones principales: 18. El tiempo de solidificación es demasiado largo/corto. 19. El mecanismo de bloqueo/pilar guía no está bien (cuando se abre el molde, la fundición se daña). 20. La fuerza de expulsión es demasiado alta. 21. El retraso de eyección es demasiado corto. 22. El retraso de expulsión es demasiado largo (21.22: la causa raíz es una superficie de molde deficiente, una geometría de fundición deficiente y especificaciones de metal incorrectas, lo que puede verse como fragilidad térmica). 24. Ciclo de funcionamiento irregular. 28. Aceite lubricante insuficiente para el punzón/pegado del punzón. 29. El molde está demasiado frío. 30. El molde está demasiado caliente. 31. Se rocía demasiado el molde. 32. No se pulveriza lo suficiente el molde. 35. La superficie del molde está sucia/adherencia de metal. 39. Mal pulido de la superficie del molde/cilindro de inyección. 40. Inclinación insuficiente o cóncavo lateral de la superficie de tiro. 42. Mal control térmico de los puntos de calefacción y refrigeración. 43. Dificultad para formar la forma geométrica de el casting
Resumen de las principales razones:
NINGBO FUERD MECÁNICO CO., LTD
Pagina web: https://www.fuerd.com