Anodizado de productos de fundición a presión de aluminio
Al final del proceso de fabricación, la siguiente etapa es aplicar el acabado de la superficie. Existen diferentes métodos, pero en materiales de aluminio u otros materiales, el proceso de anodizado es un método acreditado. La razón no es descabellada, ya que conduce a la producción de un producto duradero pero hermoso. El anodizado pasa por procesos que deben entenderse, y dos partes importantes son saber cómo colorear el aluminio y los colores de aluminio anodizado a usar.
Los colores de anodizado son importantes ya que dicen mucho sobre las propiedades del producto final. En este artículo, aprenderá sobre el anodizado, los colores comunes de aluminio anodizado y cómo colorear productos de aluminio usando anodizado. Pongámonos manos a la obra para que pueda entender cómo funciona el proceso.
Antes de discutir los diversos colores de aluminio anodizado o cómo colorear el aluminio, debemos preguntarle de qué se trata el proceso. A menos que tenga una formación científica o ya esté profundamente arraigado en el proceso, no será sorprendente que se pregunte sobre el proceso de anodizado de aluminio. Por lo tanto, en esta sección, resumiremos las cosas básicas sobre el proceso.
El anodizado de aluminio es un proceso electroquímico en el que productos de aluminio' las superficies están recubiertas con una capa de óxido resistente al desgaste. Por lo tanto, los productos exhiben propiedades que mejoran la calidad y la estética. Por ejemplo, son duraderos, resistentes al desgaste y la corrosión. También tienen esta hermosa sensación que cumple con los requisitos estéticos de la mayoría de los usuarios.
El anodizado es una reacción de celda electroquímica en la que la parte de aluminio actúa como ánodo, siendo el cátodo un material inerte y un electrolito ácido. A continuación se muestran las reacciones electroquímicas en el electrodo:
Hay tres tipos de procesos de anodizado, cada uno de ellos diferente en cuanto a la intensidad del recubrimiento. La diferencia se debe a los electrodos, electrolitos y energía utilizados en cada proceso.
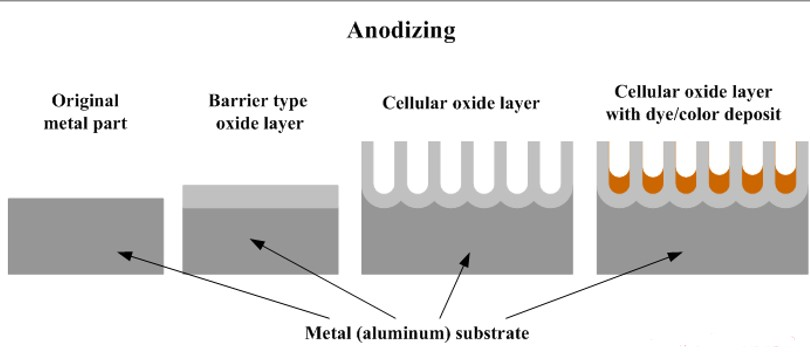
El proceso de anodizado tipo 1 también se conoce como el tipo "ligero" e implica el uso de ácido crómico como electrolitos y la parte de aluminio como ánodo. Cuando se hace pasar corriente a través del electrolito, se expulsan partículas positivas del ánodo, formando ranuras microscópicas en la superficie. Los surcos microscópicos luego se oxidan para formar una capa de óxido. En comparación con los productos de aluminio normales sin acabados, los productos fabricados mediante este proceso son mejores en cuanto a resistencia al calor y la corrosión.
El proceso de anodizado tipo 2 utiliza ácido sulfúrico en lugar de ácido crómico. El ácido sulfúrico es más potente, lo que conduce a una mejor expulsión de partículas positivas de aluminio que la que se observa en las de tipo 1. Por lo tanto, el surco microscópico formado es más profundo y la capa de óxido es más gruesa. Estas dos propiedades son responsables de las mejores propiedades de retención de pintura que exhiben las piezas de aluminio Tipo 2.
El proceso de anodizado tipo 3 es el ideal para hacer productos pesados de aluminio. A diferencia de los otros tipos de proceso de anodizado, utiliza un voltaje más alto y un ácido fuerte (ácido sulfúrico).

Los colores de anodizado son diferentes de los colores de otras técnicas como el recubrimiento en polvo o la pintura. En términos de lograr la consistencia del color, existen dificultades debido a las muchas variables involucradas en la anodización.
Si bien el proceso de anodizado está abierto a todos los colores del arcoíris, los colores de aluminio anodizado utilizados dependen en gran medida de muchos factores, como el tamaño, el grado y las cintas de acabado. A continuación se muestran los pasos a seguir para colorear productos de aluminio mediante un proceso de anodizado.
El primer paso comienza con la limpieza de los productos de aluminio en los tanques de detergente y enjuague. Después del lavado, la pieza se graba para dar una superficie pulida y brillante. El grabado se realiza para eliminar trazas de metales que pueden provocar un error durante el proceso.
Después de la limpieza, se lleva a cabo el proceso de anodizado. Puede anodizar usando cualquiera de los tres tipos de anodizado discutidos anteriormente. Sin embargo, hay otras cosas a tener en cuenta.
Hay cuatro formas de agregar colores de aluminio anodizado. A continuación se muestra una explicación de los cuatro métodos.
El sellado es la última etapa de la anodización. Aquí, las moléculas de tinte que están en el poro quedan atrapadas en los poros. El sellado evita la absorción de moléculas no deseadas en los poros.
El sellado se realiza en agua caliente a una temperatura de 200ºF (93ºC). Los cristales de óxido de aluminio hidratado formados en agua caliente son los responsables del sellado de los poros. Las sales de metal también pueden depositarse después de disolverse en agua caliente a 180 ºF (86 ºC).
Los colores anodizados, a diferencia de las pinturas, son sustractivos y no adictivos. Si entiendes el concepto de luz, entenderás la distinción que esto trae. Normalmente, el color que muestra cualquier material es el que se refleja contra el que se absorbe. Por lo tanto, si la luz blanca brilla sobre un balde azul, el balde absorbe los otros colores y refleja el azul. Esto hace que lo percibamos como un balde azul. El proceso es el mismo en el anodizado de color.
Sin embargo, tiene una pequeña adición. En lugar de reflejar la luz, la película anodizada formada en la superficie transmite luz al aluminio en la superficie base. El metal base luego lo refleja a la película y al exterior. Por lo tanto, la capa anodizada actúa como un filtro en lugar de un reflector, lo cual es importante en la combinación de colores.
Hacer coincidir el color correcto no es fácil, especialmente si no pertenecen al mismo lote. Para elegir el método de combinación correcto, debe comprender el concepto de combinación de colores explicado anteriormente y los factores importantes que determinan la apariencia de los colores de anodizado. A continuación se detalla lo que debe tener en cuenta:
Este es el factor más crítico a tener en cuenta durante el anodizado de aluminio en color. Cada grado de aluminio tiene su color y matices, y afectan la combinación de colores.
El acabado (parte de la película) juega un papel muy importante en las propiedades reflectantes del producto de aluminio. Por lo tanto, para obtener la mejor combinación de colores, es preferible usar una muestra con el mismo acabado.
El tipo de tintes utilizados también juega un papel muy importante en la variación del color. Hay un aumento en la variación de color cuando se necesitan más tintes para igualar el color, la variación de color aumenta. Además, la estratificación es importante ya que puede haber variaciones de color de cada capa.
La estructura cristalina del metal que compone el producto también influye en las propiedades reflectantes de un producto de aluminio. Desde un ángulo, los colores pueden parecer iguales. Sin embargo, un ángulo de reflexión diferente puede mostrar lo contrario. Esta condición es "cambio de color" y juega un papel muy importante en la combinación de colores.
El anodizado es un proceso electrolítico de gran importancia en el acabado de superficies, utilizado para mejorar el proceso de acabado de superficies en términos de estética, relatividad óptica, etc. Este artículo habla sobre el proceso de anodizado y cómo colorear las piezas de aluminio. También habló sobre los factores que juegan un papel muy importante en la combinación de colores. Sin duda, el proceso de anodizado puede parecer complejo. Sin embargo, para obtener lo mejor en términos de calidad y bajo costo, puede confiar en nosotros.
NINGBO FUERD MECÁNICO CO., LTD
Pagina web: https://www.fuerd.com













